Rotomolding Design
Rotomolding Design
The process of designing a mold or tool to create a rotomolded part should involve an engineer who understands the principles of rotational molding and rotomolding design. Rotomolding produces hollow parts and has the capability of producing double wall parts depending on mold design. Rotational Molding allows for special features to be molded into the parts, including molded in threaded inserts, molded in aluminum features, such as extrusions and fittings or even carbon or stainless steel components such as structural tubing or stainless steel bushings. Because the products are virtually stress free, the rotomolding process produces extremely durable parts. When proper materials are used, such as certified prime-virgin polyethylene, the products can be engineered to be impervious to mother nature's elements. The rotomolding process can provide molding solutions for a wide variety of industry.
Designing for the Rotomolding Process
The ideal design for a rotationally molded part includes shapes or aspects of the design that are smoothly blended from one to the next. Ribs or kiss off points may be added to the part to add rigidity and strength while angles and shapes of the part can also be manipulated to add strength. Some designs can also allow for foam to be added to the structure for extra strength. Foam filling parts can greatly increase rigidity and the ability to bare weight. Threaded inserts and other metal components such as aluminum extrusions, stainless steel bushings or steel tube can be molded into products as well for added features or strength. Other features such as spin weld fittings, graphics, bulk head fittings and more are all commonly added to a number of rotomolded products.
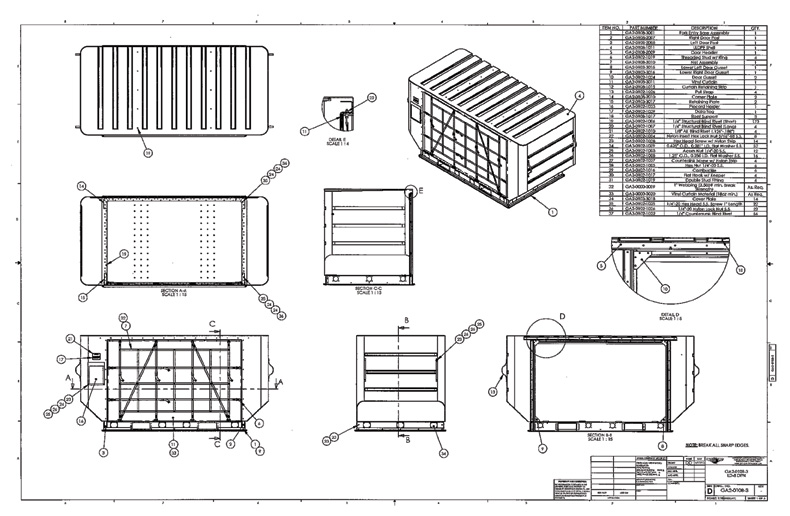
Once a design is successfully completed the next step is to make a mold for manufacturing. Most molds for rotomolding are either cast or fabricated from steel or aluminum. The mold can be designed to house multiple chambers creating either a double wall part or designed for multiple part manufacturing. How well a mold is designed contributes greatly to the quality of the parts manufactured. Making changes to a mold or occasional mold repairs are a common part of rotational molding. Working with a knowledgeable rotomolding professional with give you an advantage over your competitors, as they should be able to discuss all of the projects requirements and features, providing insight as to what is capable of being achieved and how the final product will function for it's use or purpose.
An experienced rotomolding company or rotational molding expert can walk a new customer through the process from design idea, necessary design changes, mold fabrication and manufacturing. The ideal situation is to have all of these elements under one roof.
Avoiding Rotomolding Design Issues
A number of design issues can be revealed during the rotomolding design process. With some direction or education on the front end, a number of these design issues can be avoided or designed around, avoiding manufacturing or production issues later. Continue reading below to further learn how to avoid some common design issues that often plague rotomolding designs.
Sharp Corners
Like most plastic production processes, sharp edges are an issue for rotomolding. Sharp corners should be avoided when possible during the design process of a rotomolding product. Sharp edges minimize the ability of the raw materials to flow through the mold, during the molding process. The lack of ability for the material to flow thru the mold effectively may cause voids or locations in the sharp corners where the product did not fill in or lay down correctly. Sharp edges are more probable to develop tension in the product, developing an area capable of failure or fatigue.
Sharp corners in a rotomolding design will typically be a heat sink, collecting more heat than other areas of the tool or mold, thus building up thicker areas of wall thickness with thin inside corners.
Sharp edges can be prevented in a lot of rotomolding designs thru adding a radius to a corner. This will enhance the overall quality of a rotational molding design, while making the part visually appealing. An outside radius ought to be no less than.125" and should be as large as possible. The inside distance of a corner should never ever less than the nominal wall thickness of the rotomolded product. An poorly added radius could lead to future failures in the field. Avoid rotomolding design issues at all costs.
Draft Angles
Design requirements for draft angles are important to the success of rotomolded products. Draft angles primary feature are to assist in releasing the part from the mold as it cools down. Geometric shapes, heavy textures and also engraved attributes such as company logo designs could require additional draft in contrast to simple geometric shapes such as a cube, block or a vertical water tank. As a reference, deeply engraved textures can get away with 3 degrees of draft, while undercuts as well as extending male attributes might need as much as 5 degrees of draft.
Material Flow
Material bridging between wall surfaces is a common issue that is often discovered in the rotomolding design review process. When a designer or engineer does not leave enough space between wall surfaces for the material to flow through properly, the material will "bridge" or "web" between the walls, impeding material flow through the mold. This restriction of material flow can lead to the creation of voids in other areas of the product.
A general rule of thumb to avoid bridging or material flow issues with your mold is to have a minimum of 5 times the wall thickness between any walls or ribs in the product.
Flat Walls
Large or long flat surfaces are difficult to acheieve via the rotational molding process. Because rotational molding is always forming hollow structures, the parts generally have no internal structure. An engineer familiar with rotational molding will know to avoid flat walls or break up any large or long flat surfaces with some geometry to give the part some structure as well as minimize any warpage in the part. This can be achieved by adding ribs, kiss offs or even a crown to a large flat surface.
Because shrinkage, warpage, cooling and environmental factors are all variables of the rotational molding process, industry tolerances should be discussed to better understand what is acceptable for the successful function of each product. The industry standard for flatness in rotational molding is ±.20 per inch; As previously mentioned, when in combination with other variables it could further increase.
Aesthetics
It is important that every mold or fixture for each rotational molding product is carefully designed and produced to ensure that the quality of the product meets or exceeds the customers expectations, while being able to be repeated continously in a production rotomolding environment. The desired final aethestics of each product needs to be carefully considered in the design phase in effort to capture all of the desired details and features.
Design for Rotomolding
Rotomolding offers more flexibility in the design of the products and the necessary molds for rotomolding. The molds or tooling for the rotational molding process can be modified after they are produced for changes or improvements that might be made to the product or tooling. Because of the nuances of the rotomolding process, shot weights of many products can be changed by simply adding additional material to the pre-existing shot weight without modifying the molds.
Looking for further information on rotomolding? Check out the following pages below:
Request Rotomolding Information
Have a new custom rotomolding project you are looking to tool up and have a manufacturing partner?
Complete Rotomolding Solutions
Providing complete rotational molding solutions. Rotomolding Design, Mold Fabrication, Secondary Trim & Assembly, Packaging, Drop shipping and more!

Custom Rotomolding Services
Custom Rotomolding solutions provided to a wide variety of industry leaders! From Aerospace to Waste Management! Custom Rotational Molding solutions for virtually any industry!

In-House Mold & Metals Shop
Offering industry leading in-house fabricated molds for rotomolding! Metal fabrications, weldments and assemblies. In-house mold repairs & maintenance, keeping molds producing quality product when you need it!

Secondary Assembly & Packaging
Complete one stop rotomolding source! Secondary services including trimming, assembly, graphics, spin welding, packaging and even drop shipping to your customers! Complete Rotomolding Solutions!